Certifié Bureau Canadien de Soudage (CWB)
Portes Dorion Inc.
Téléphone : 450-200-0633 / Fax : 450-200-0632
asselininc@gmail.com
Accueil - Profil - Produit
|
|
|
||
| Manufacturier
de portes commerciales et industrielles depuis 1948
Certifié Bureau Canadien de Soudage (CWB) Portes Dorion Inc. Téléphone : 450-200-0633 / Fax : 450-200-0632 asselininc@gmail.com | ||||
Accueil - Profil - Produit |
||||
|
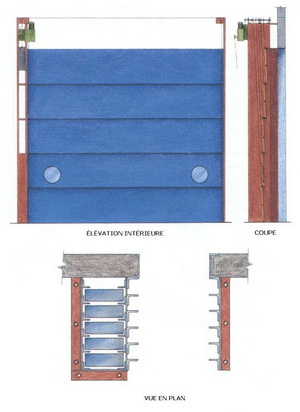
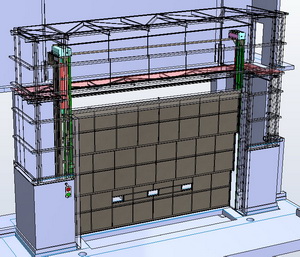
Multilames (série 904)
Dimensions disponibles: jusqu'à 36 m de large x 15 m de haut. APPLICATIONS:
Les portes à quatre (4) lames et plus de la série 904 de construction simple et extra robuste sont utilisées dans les industries manufacturières, tous genres d'entrepôts, dans les endroits où la profondeur est restreinte par un pont-roulant, dans des endroits où il y a beaucoup de chaleur, de froid ou de poussière ou encore dans des endroits où les cycles d'opération sont très fréquents. L'utilisation d'une de ces portes élimine à toute fin pratique tout entretien de pièces de quincaillerie traditionnelles n'ayant comme mécanisme que des poulies de tête, des roues dentées et un dispositif d'équilibrage à contrepoids. GÉNÉRALITÉ: Les portes sont des PORTES MONTANTES VERTICALES À 4 LAMES ET PLUS DE LA SÉRIE 904 telles que manufacturées par Portes Dorion Inc. Toutes les portes sont fabriquées selon nos dessins d'atelier et devis normalisé décrit ci-dessous. Toutes les portes sont fabriquées en conformité avec la norme de certification CSA W47.1 du Bureau Canadien de Soudage. CONSTRUCTION DE LA PORTE: La charpente est fabriquée de profilés tubulaires carrés ou rectangulaires en acier d'une épaisseur minimale de 50 mm jusqu'à l'épaisseur maximale nécessaire pour rencontrer la déflection minimum de 1/240 jusqu'à 1/560 indépendamment de la largeur maximum et de la hauteur maximum des lames. Les tôles de recouvrement intérieur et extérieur de 1.6 mm d'épaisseur sont en acier satiné conforme à la norme ASTM ZF75 ou en acier galvanisé conforme à la norme ASTM Z275. La fixation des tôles de recouvrement à la charpente est faite au moyen de vis de métal auto-taraudeuses avec néoprène ou de rivets en acier type aveugle. Des rejets d'eau sont conçus sur les tôles de recouvrement, des deux côtés, pour empêcher l'infiltration d'eau. La charpente de la porte reçoit une couche primaire époxydique de 26 microns avant d'être recouverte par les tôles de recouvrement. L'endos des tôles de recouvrement reçoit également une couche primaire époxydique de 26 microns sur leur pleine grandeur. Les portes de la série 904 sont conçues pour pouvoir résister à une charge due au vent de 1 kPa avec un fléchissement minimal dans le plan horizontal ne dépassant pas 1/240 jusqu'à 1/560 de la largeur de l'embrasure. Chaque lame doit être munie de deux points de levage prévus pour la relier au dispositif d'équilibrage. Les procédures de soudage et les normes d'ingénierie de soudage qui entrent dans la fabrication des portes doivent être certifiées selon la norme CSA W47.1 du Bureau Canadien de Soudage. ISOLATION: Les portes sont isolées avec de la mousse de polyuréthane ignifuge injectée à une densité de 49 kg/mètre³ (3.6 lbs/pied³) selon la norme ASTM C-518 pour la résistance thermique et ASTM E-84 pour la propagation de la flamme à <25 et de la fumée à <450, libre de C.F.C. L'épaisseur de l'isolation est déterminée par le facteur d'isolation RSI demandé. Les parties extérieures des boîtes de contrepoids et des guides de chaque porte sont isolées avec le même produit et du même procédé que les lames. Les parties exposées de l'isolation sont protégées par une tôle d'acier de 1.6 mm d'épaisseur.  GUIDE: Le guide est composé de cornières en acier de 50 mm x 50 mm x 3.2 mm d'épaisseur minimum de qualité 44W, soudées à une plaque d'acier d'appui d'une épaisseur minimale de 6.4 mm muni de raidisseurs horizontaux espacés de 1.25 m centre à centre servant à guider les lames. L'ensemble est muni au bas d'une plaque d'acier d'au moins 6.4 mm d'épaisseur prévue pour l'ancrage au plancher et doit être solidement fixé au montant adjacent de la porte. Le dispositif de guidage doit être muni de butées de fin de course réglables. BOÎTE À CONTREPOIDS: La boîte de contrepoids doit être construite d'une plaque d'acier d'appui d'une épaisseur minimale de 6.4 mm et munie d'une cage servant à guider et à incorporer le contrepoids. Les rails de guidage sont composés de cornières en acier de 50 mm x 50 mm x 3.2 mm d'épaisseur minimum qualité 44W, soudées sur la plaque d'acier d'appui. Un protecteur amovible recouvre la partie inférieure à la hauteur voulue pour donner la possibilité de sortir le contrepoids de la cage sans encombrement. La façade et les côtés de la boîte à contrepoids sont recouverts, sur toute leur hauteur, d'une tôle de 1.6 mm d'épaisseur. La boîte doit également être munie de raidisseurs horizontaux espacés d'au plus 1.25 m centre à centre. L'ensemble doit être muni au bas, d'une plaque d'au moins 6.4 mm d'épaisseur prévue pour l'ancrage au plancher et doit être solidement fixé au montant adjacent de la porte. CONTREPOIDS: Les contrepoids consistent en des plaques en acier de qualité commerciale, équivalents aux poids des lames, soudées ensemble. Le dessus du contrepoids est muni d'attaches en acier, solidement soudées pour attacher les câbles en acier et les chaînes à roulement nécessaires pour le bon fonctionnement mécanique. Dans les endroits où il y a la présence d'un champs magnétique, les extrémités des contrepoids sont munies, sur les quatre faces, de plaques en teflon afin de faciliter le coulissement des contrepoids dans ses guides. DISPOSITIF D'ÉQUILIBRAGE: Le dispositif d'équilibrage, qui comprend une série de câbles et de contrepoids, est relié aux contrepoids et doit être muni de deux mécanismes sans friction localisés sur la partie supérieure du dispositif de guidage. Ces mécanismes doivent permettre de relier chaque lame au contrepoids par l'intermédiaire de deux câbles. Les câbles sont retenus au moyen de serre câbles. Chaque mécanisme doit être composé de poulies usinées en acier durci qualité 44W et de pignons en acier montés sur un arbre claveté en acier laminé à froid de 38 mm de diamètre minimum ayant un facteur de sécurité de 7:1. Le diamètre des poulies du côté du guide et du côté de la boîte de contrepoids est déterminé par la largeur, la hauteur et le poids de chaque lame de la porte. Les poulies doivent être également de dimension et en nombre suffisant pour supporter leur poids selon les normes de sécurité établies. Les arbres doivent reposer sur des paliers à épaulement. Les poulies doivent être barrées en place par les bagues de retenue appropriées. La lame motrice doit être raccordée à son contrepoids au moyen de deux chaînes à roulement #60 minimum et de deux câbles en acier galvanisé type aéronef, construction 7 x 19, du diamètre approprié. Les chaînes à roulement sont jointes par des mailles et demi-mailles. Le facteur de sécurité total par lame est de 7:1. L'arbre du dispositif d'équilibrage, monté sur la boîte à contrepoids, est relié à l'arbre de l'opérateur électrique par une chaîne à roulement #60 minimum. Tous les éléments doivent être disposés pour que les charges de service soient reprises par la boîte de contrepoids et le dispositif de guidage. Les extrémités supérieures du dispositif de guidage et de la boîte de contrepoids doivent être reliées par un profilé assurant l'alignement et la rigidité de l'ensemble. La vitesse d'ouverture et de fermeture des lames est de 200 mm/seconde. LINTEAU: Le linteau est construit d'une plaque d'acier du calibre minimal de 6.4 mm d'épaisseur. DISPOSITIF DE VERROUILLAGE DE SÉCURITÉ: Afin d'empêcher la porte de descendre brusquement advenant le bris du dispositif d'équilibrage, la lame motrice doit être munie d'un dispositif de verrouillage de sécurité. Ce dispositif doit être maintenu en position ouverte par la tension existante dans les chaînes reliant la lame motrice à son contrepoids. COUPE-FROIDS: Le linteau, l'arête supérieure de la lame motrice et les arêtes supérieures et inférieures des autres lames doivent être munis de coupe-froid en néoprène s'emboîtant les uns dans les autres pour former des joints horizontaux étanches, lorsque la porte est fermée. Les rails de guidage doivent être munis de coupe-froid constitués d'une tringle en aluminium contenant une garniture flexible en santoprène afin d'assurer l'étanchéité des joints latéraux de la porte. Le bord inférieur de la lame motrice doit être muni d'une bordure de sécurité type pneumatique du modèle AGDS servant à la fois de bordure de sécurité et de coupe-froid. FINITION: Les lames des portes, les boîtes de contrepoids et les guides sont peinturées sur les deux faces avec une couche primaire époxydique de 26 microns et couche(s) de finition acrylique/polyuréthane de 48 microns pour donner une épaisseur certifiée de 74 microns. Les couleurs sont au choix de l'architecte. OPÉRATION: Les portes sont opérées avec un opérateur électrique dont vous trouverez les spécifications sur notre site sous la rubrique des opérateurs à arbre secondaire, modèle DGH, 1 CV minimum, Nema 1, Nema 4 ou Nema 12. De plus des panneaux de contrôle séparés avec automate programmable; des jeux de feux de circulation rouge et vert; des cellules photoélectriques, etc. sont également disponibles et vous pouvez trouver les spécifications sur notre site sous la rubrique accessoires électriques. Les spécifications de fabrication peuvent changer sans préavis.
|
||||||||
 | |  |
||
| Manufacturier
de portes commerciales et industrielles depuis 1948 Certifié Bureau Canadien de Soudage (CWB) Portes Dorion Inc. Téléphone : 450-200-0633 / Fax : 450-200-0632 asselininc@gmail.com |
||||
| Accueil - Profil - Produit | ||||
| Copyright 2001, Portes Dorion Doors Inc. All Rights Reserved. |